


Uncategorised
Uncategorised
Was leisten Roboter? Warehouse 4.0 – die Zukunft der Logistik
Die Aufgabe von Logistikzentren besteht darin, Produkte schnell und effizient zu sortieren und weiterzuleiten. Dabei stossen sie immer häufiger an ihre Kapazitätsgrenzen. Die Herausforderung: eine grössere Paketvielfalt und steigende Volumen. Trends wie E-Commerce oder 24-Stunden-Lieferungen lassen die Aufgaben noch komplexer werden. Zudem sind viele Arbeiten in der Logistik monoton und ermüdend; gutes Fachpersonal ist rar. Die Lösung: Automatisierung. Sie beschleunigt den Warenumschlag und die Abfertigung deutlich. Die Waren kommen viel schneller zum Kunden.
Roboter übernehmen manuelle und stets wiederkehrende Aufgaben, sodass den Mitarbeitenden mehr Zeit für anspruchsvollere Tätigkeiten bleibt.
Welche Aufgaben der Logistik können Roboter übernehmen?
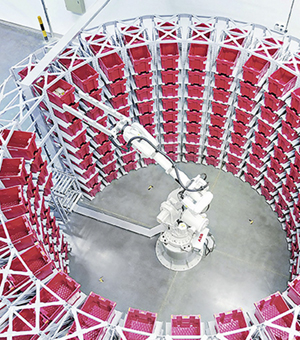
– Depalettierung: Automatisiertes Entladen und Sortieren von Paletten oder Kisten/Paketen in unterschiedlichen Grössen durch den Roboter mithilfe von KI und Bildverarbeitung (3D-Vision).
– Sequenzierung: Um Kapazitäten perfekt zu nutzen und Stillstand zu vermeiden, leiten Roboter Waren gezielt weiter oder lagern diese kurzfristig zwischen.
– Kommissionierung: Mithilfe von Bildverarbeitung stapeln Roboter Artikel und Kisten so, dass diese möglichst kompakt gepackt sind und verschickt werden können.
– Kommissionierung «Ware zum Roboter»: Roboter packen die bestellte Ware, dank KI-basierter Technologie sogar unterschiedlicher Grösse und Schwere, ein.
– Vereinzelung und Sortier-Induktion: KI-basierte Technologie hilft beim Greifen und Vereinzeln von Gegenständen unterschiedlicher Grösse.
– Konsolidierung ausgehender Bestellungen und Waren: Pakete werden so sortiert, etwa auf Paletten, dass der vorhandene Raum perfekt genutzt wird.

Welche Vorteile bringt eine Automatisierung?
1. Flexibilität: Mit speziell von ABB entwickelten Softwarelösungen lassen sich die Roboter in einem Logistikzentrum einfach und schnell umprogrammieren – und das meist ohne tiefergehende Programmierkenntnisse. Sie können flexibler eingesetzt werden und sind zudem intuitiv bedienbar.
2. Simplifizierung: Dank Künstlicher Intelligenz (KI) kann ein einzelner Roboter Aufgaben übernehmen, für die zuvor mehrere Roboter notwendig waren. KI ermöglicht es Robotern, Muster zu erkennen und selbstständig Fehler zu korrigieren, sodass sie in unstrukturierten Umgebungen arbeiten können. Das vereinfacht beispielsweise Abfertigungsprozesse erheblich.
3. Modularität: Modulartige Automatisierungslösungen sind für den Logistiksektor besonders von Vorteil: Durch die kleineren Einheiten lassen sich einzelne Systeme schneller und einfacher in den Ablauf integrieren. Ändert sich die Aufgabenstellung, können einzelne Stationen ausgetauscht oder angepasst werden, während der Betrieb weiterläuft.
Welche Roboter eignen sich für die Logistik?
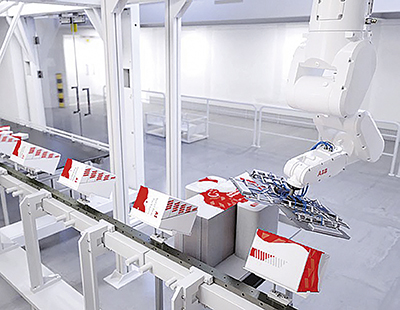
Ob klassische Industrieroboter, die schwere Pakete heben, oder kollaborative Roboter, die Etiketten aufkleben – viele ABB-Roboter eignen sich dazu, in der Logistik mit anzupacken. Das zeigen einige Beispiele.
IRB 1300: Der Industrieroboter IRB 1300 ist in vielerlei Hinsicht erstklassig – in Sachen Traglast, Reichweite, Bahngenauigkeit und Geschwindigkeit. Mit ihm lässt sich sowohl die Produktivität als auch die Flexibilität der Produktionslinie erhöhen. Er eignet sich besonders für Anwendungen mit höheren Lasten und benötigt zudem wenig Platz. Mit einer Grundfläche von nur 220 mm × 220 mm ermöglicht der IRB 1300 den Einsatz von mehreren Robotern auf einer definierten Stellfläche.
SWIFTI: Ein blitzschneller Cobot, der die Lücke zwischen kollaborativen und Standard-Industrierobotern schliesst. Er arbeitet sicher mit Menschen zusammen, auch in Anwendungen, die Geschwindigkeit und Traglast auf Standard-Industrieroboter-Niveau erfordern. Seine Sicherheitsfunktionalität SafeMove macht ihn besonders sicher, auch ohne Umzäunung, und er arbeitet mit einer hohen Genauigkeit bei Positionswiederholungen.
Wie clever sind Roboter? Alles im Griff durch selbstständiges Lernen
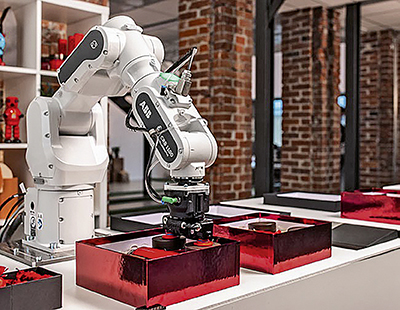
Ein Roboter ist ideal für wiederkehrende Tätigkeiten. In einem E-Commerce-Fulfillment-Center gibt es jedoch in der Regel zehntausende unterschiedliche Produkte. Es fehlt ihm die nötige Intelligenz, die passenden Produkte aus der Menge zu erkennen und zu kommissionieren oder zu vereinzeln. Genau für diese Anforderung entwickelt ABB KI-basierte Robotiklösungen, etwa selbstlernende Greifanwendungen.

Eine Kamera erkennt die zugeführten Produkte. Der Roboter ermittelt dann automatisch die beste Greifposition. Sollte er mal danebengreifen, lernt er daraus und greift das Produkt aus einer anderen Position heraus.
Wenn’s mal schnell gehen muss: Verkürzte Lieferzeit
Vorgeschnittenes Obst und Gemüse sowie frische Salate – der Lebensmittelhersteller Heemskerk Fresh & Easy in den Niederlanden hat Ware im Angebot, die so schnell wie möglich beim Kunden auf den Tisch kommen muss. Da sind Just-in-Time-Lieferungen an Supermärkte im ganzen Land gefragt. Die Frischeprodukte sind nur drei bis vier Tage haltbar. Daher ist es entscheidend, die Zeit, die die Lebensmittel in der Lieferkette verbringen, zu verkürzen. So lassen sie sich länger im Supermarktregal vorrätig halten. Das trägt entscheidend dazu bei, Abfall zu vermeiden.
Die ABB-Roboter verarbeiten heute 300 bis 400 Kisten pro Auftrag. Früher waren für die gleiche Aufgabe etwa 30 bis 40 Personen erforderlich.
Verpacken mit voller Power – Hohe Produktivität
Das Auftragsvolumen von Schwedens grösster Online-Apotheke Apotea ist in den vergangenen Jahren so stark gestiegen, dass es mit herkömmlichen Methoden kaum mehr zu bewältigen war. Seit drei ABB-Industrieroboter vom Typ IRB 4600 mit anpacken, ist die Produktivität um 30 % gestiegen. Sie garantieren einen schnellen und effizienten Arbeitsablauf.

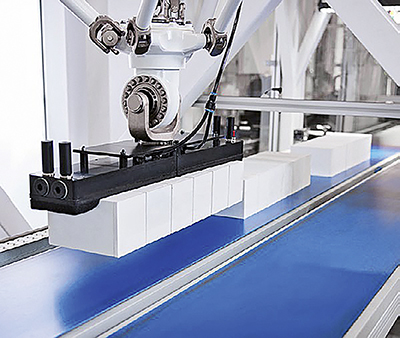
IRB 360 FlexPicker: Für Pick-and-Place-Aufgaben ist der bekannte Deltaroboter IRB 360 FlexPicker mit der PickMaster-Software und dem PickMaster Twin bereits weltweit in Logistik-, E-Fulfillment- und Einzelhandelsunternehmen im Einsatz. Seine Stärke: Er greift schnell, präzise und dabei so sanft, dass selbst zarte Gegenstände wie frische Backwaren unversehrt in die Schachtel gelangen.
IRB 390 FlexPacker: Neu ist der IRB 390 FlexPacker. Er ist noch schneller als der FlexPicker und belastbarer, da er über eine Traglast von bis zu 15 kg verfügt. Er wurde für Kunden in der Lebensmittel- und Getränke-, Logistik-, Pharma- und Konsumgüterindustrie entwickelt und eignet sich sehr gut für Sekundärverpackungen sowie Anwendungen mit höherer Nutzlast.

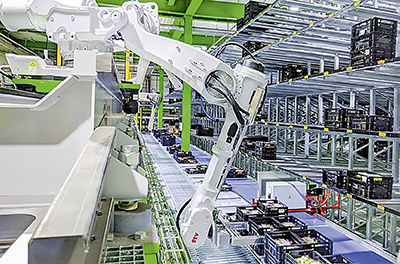
IRB 660: Der Palettierroboter IRB 660 zeichnet sich durch seine Geschwindigkeit, Reichweite und Tragfähigkeit aus. Er ist ideal zum Palettieren von Säcken, Kisten, Kästen oder Flaschen. Durch seinen grossen Arbeitsbereich kann er bis zu vier Zuführlinien, zwei Palettenstapel, einen Zwischenstapel und vier auslaufende Palettierlinien bedienen. Mit der speziellen Software RobotStudio lassen sich relativ einfach komplette Palettieranlagen programmieren.

Zeit ist ein ausschlaggebender Faktor im E-Commerce: Der IRB 4600 passt perfekt zu den kurzen Zykluszeiten, die im Fulfillment-Center von Apotea benötigt werden.
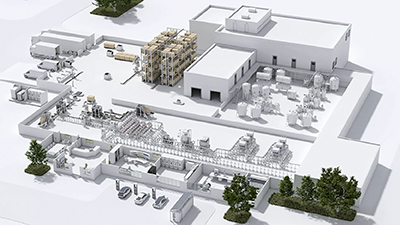
End-to-End-Automatisierung in der Logistik
Die unterschiedlichen Automatisierungslösungen von ABB greifen problemlos ineinander, sodass ABB eine End-to-End-Automatisierung über die gesamte Wertschöpfungskette hinweg anbieten kann – diese bindet die vor- und nachgelagerten Prozesse innerhalb der Transport- und Versorgungsketten mit ein.
Automatisierungslösungen helfen künftig dabei, Warenströme schneller und zuverlässiger abzufertigen. Möglich wird dies durch neue Technologien, wie KI-unterstützte Systeme und kollaborative Lösungen, gepaart mit der Expertise von Anbietern wie ABB.
Sie möchten mehr wissen? Fragen Sie uns!
Die Robotik eröffnet kleinen und mittelständischen Unternehmen langfristige Perspektiven, mit grossen Unternehmen und Wettbewerbern aus dem globalen Umfeld mitzuhalten. ABB hat weltweit vier Niederlassungen, die auf Automatisierungslösungen für die Logistik spezialisiert sind. Diese unterstützen Kunden dabei, die geeignete Lösung für ihre individuellen Herausforderungen zu finden. Ob Cobots, Standard-Industrieroboter oder beides – bei einem etablierten Anbieter wie ABB mit umfassendem Produkt- und Serviceportfolio erhalten Sie eine ganzheitliche Lösung.
ABB Schweiz AG, Robotics
Bruggerstrasse 66
5400 Baden
Telefon 058 586 00 00
Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!
1974 haben Peter W. und Ursula Zimmerli in Riehen (BS) eine prozesstechnische Erfolgsgeschichte in Gang gesetzt, die seit einem halben Jahrhundert andauert und im Jahr 2024 ihr 50-jähriges Jubiläum feiert. Das 2022 von den Geschwistern Christine Vincenzi und Peter Zimmerli übernommene Familienunternehmen ist stets mit dem technologischen Fortschritt mitgegangen und wurde schnell zum gefragten Spezialisten für massgeschneiderte Durchfluss-, Druck- und Temperaturmesstechnik sowie Füllstands- und Wägetechnik.

Das Team der ZIMMERLI MESSTECHNIK, aufgenommen im April 2024.
Von A wie Analyse-Messtechnik bis zu Z wie Zimmerli-Regler – stets der optimalen Prozesstechnik auf der Spur, begleiten die Experten der ZIMMERLI MESSTECHNIK AG ihre Kunden von der Planung über die Installation bis hin zu Wartung und Service. In den letzten 50 Jahren hat sich das Unternehmen mit Sitz in Riehen (BS) ein umfassendes technologischen Know-how mit einem breiten Erfahrungsschatz angeeignet. Ihr Erfolgsrezept? «Um für unsere Kunden Spitzenlösungen zu entwickeln, erweitern wir unsere Kompetenzen laufend mit den neuesten Technologien», erklärt Peter Zimmerli. Neben Standardlösungen spielen kundenspezifische Prozesse die Hauptrolle für das auf allen Kontinenten tätige Riehener Familienunternehmen.
Egal für welche Prozessanwendung, ein umfassendes Portfolio ermöglicht es den Kunden, ihre messtechnischen Herausforderungen mit sicheren und verlässlichen Instrumenten kosteneffizient und wirtschaftlich zu betreiben.
Vertretung von Top-Herstellern und eigene Produktion
Zuverlässig und auf höchstem Stand der Technik war der Produktekatalog schon immer. Die ZIMMERLI MESSTECHNIK AG zählt namhafte Hersteller zu ihren langjährigen Partnern, deren Marken sie in der Schweiz und weltweit vertreibt. Dabei wird die Vielzahl an Lieferanten vervollständigt mit der eigenen Produktion in der Schweiz.
Die anspruchsvollen Kunden der ZIMMERLI MESSTECHNIK AG stammen aus nahezu allen Industriebereichen wie z. B. Pharma, Chemie, Energie und Kraftwerke, Lebensmittel, Life Sciences, Öl und Gas sowie Wasser/Abwasser. Sowohl kleinere Anlagen z. B. im Bereich Forschung und Entwicklung als auch industrielle Grossanlagen werden mit Mess- und Regeltechnik der Basler ausgestattet.
Mittlerweile in zweiter Generation
Angefangen hat alles mit der Durchflussmesstechnik. Mit dem Vertrieb der «Rotameter» begannen Peter W. und Ursula Zimmerli 1974 eine anhaltende Erfolgsgeschichte. Über die Jahre wurde das Sortiment ausgebaut und die Kompetenzen auf den ganzen Anlagenlebenszyklus erweitert. Peter Zimmerli ergänzt: «Wir unterstützen unsere Kunden, egal ob Einzelunternehmung oder Grosskonzern, bei ihren Bestellungen sowohl technologisch als auch wirtschaftlich und prüfen die Dinge jeweils vollständig durch. Damit sind wir weitaus mehr als ein Handelsbetrieb, und das wird geschätzt.» So beschäftigt das Unternehmen heute 16 Mitarbeitende und verfügt im ganzen Team über eine stark gefragte Expertise. Das Merkmal des KMU: Langjährige Mitarbeitende, die etwas von der Sache verstehen.
Peter Zimmerli senior und Ursula Zimmerli.
Die ZIMMERLI MESSTECHNIK AG ging schon immer mit der Zeit: «Die Produkte wurden weiterentwickelt, die Anwendungen sind vielfältiger und herausfordernder geworden», fährt der Geschäftsführer fort. «Zum Beispiel im Bereich der regenerativen Energien wird robuste Messtechnik für die komplexen Anforderungen immer wichtiger. Auch der Bereich Wasserstoffanwendungen spielt eine immer grössere Rolle bei den Anliegen unserer Kunden.» Dank der eigenen Produktion einschliesslich Werkstatt, Prüfstand und Lager werden Spezialanforderungen, Modifikationen oder Ergänzungen rasch und kosteneffizient umgesetzt. Nebst dem, dass Ventile und Instrumente auf Herz und Niere geprüft werden, profitieren Kunden von kurzen Lieferzeiten, und auch der Serviceeinsatz beim Kunden vor Ort wird sehr geschätzt und zur schnellen Problemlösung gerne genutzt.
Retro-Werbung.
«Zimmerli-Regler»: Präzision auf höchstem Niveau
Flaggschiff des Portfolios sind die «Zimmerli-Regler». Ob für Gase, Flüssigkeiten oder Wasserdampf: Die hochpräzisen und prozesssicheren Druckregler werden im eigenen Haus produziert. «Als flexibles KMU mit kurzen Kommunikationswegen haben wir dadurch nahezu keine Lieferkettenprobleme und können unsere Kunden zeitnah beliefern», sagt Peter Zimmerli.
Die für alle Druckbereiche und ohne externe Energieeinspeisung funktionierenden Zimmerli-Regler kommen neben den oben erwähnten Industrien auch in Life Sciences, Wasser und Abwasser, Öl und Gas sowie Energie und Landwirtschaft zum Einsatz. ZIMMERLI-Regler verhindern unter anderem auch, dass Prozessgase in unerwünschten Mengen in die Atmosphäre gelangen und leisten somit einen wichtigen Beitrag zum Umweltschutz.
Alle Zimmerli-Druckregler sind ursächlich Differenzdruckregler, die den Überlagerungsdruck (Differenzdruck) in einem Prozess auf Basis des atmosphärischen Drucks konstant halten. Es stehen Regler-Kombinationen für Überdruck-, Domdruck-, Negativdruck- und dynamische Drucküberlagerung zur Verfügung. Durch das abgestimmte Regelverhalten zwischen Reduzierer und Überströmer lässt sich damit der Schutzgasverbrauch um bis zu 90 Prozent senken. Moderne Tanks, Zentrifugen, Prozess- oder Lagerbehälter werden üblicherweise mit zwei Zimmerli-Reglern bestückt. Da sämtliche Komponenten aus der Schweiz stammen, sind individuelle Kundenwünsche in puncto Komponenten, Materialien oder Oberflächen effizient umsetzbar.

Der bewährte ZIMMERLI-Regler, hier in Eckbauform.
Darüber hinaus bietet die ZIMMERLI MESSTECHNIK AG auch immer wieder Lösungen für veraltete Techniken, die sonst im Markt nicht mehr zu finden sind.
Die Erwartung übertreffen
Werden Systeme langlebig konzipiert, muss auch an Wartung und Service gedacht werden. In Riehen bezieht man von Anfang an den Servicegedanken mit ein und ist stets bestrebt, die Kundenerwartungen zu übertreffen. «Wir leben eine ausgesprochene KMU-Kultur, zu der ein guter Umgang gehört, intern und extern», sagt Peter Zimmerli, der auf langjährige Geschäftsbeziehungen setzt.
Ob für neue Lösungen oder Optimierungen bestehender Anlagen, mit der ZIMMERLI MESSTECHNIK AG profitieren Kunden von einem verlässlichen Partner, der stets Zeit und Kosten im Visier behält. «Dank der Treue unserer Kunden und der Leistungen unserer Mitarbeitenden haben wir diesen Meilenstein erreicht. 50 Jahre ZIMMERLI MESSTECHNIK AG und wir freuen uns auf die Zukunft», hält Peter Zimmerli fest.
Erstveröffentlichung in der Chemiextra 4-5/2024
Bilder: ZIMMERLI MESSTECHNIK
ZIMMERLI MESSTECHNIK AG
Schlossgasse 10
4125 Riehen
Telefon 061 645 98 00
Diese E-Mail-Adresse ist vor Spambots geschützt! Zur Anzeige muss JavaScript eingeschaltet sein!
Flexibilität und Kreativität sorgen für grosse Kundenzufriedenheit
Kriemler Verpackungen AG und Polystanz AG bieten vielfältige Lösungen aus Karton, Wellpappe und Schaumstoff.

Vollkarton oder Wellpappe, funktionale Primärverpackung oder robuster Versandkarton, individuell gestaltete Faltschachtel oder wertiges Schaumstoff-Inlay: Die Kriemler Verpackungen AG in Felben-Wellhausen bietet ihren Kunden seit mehr als vierzig Jahren praktische Verpackungslösungen für eine Vielzahl von Anwendungen.

«Wir orientieren uns stets an den wirklichen Bedürfnissen unserer Kunden und entwickeln gemeinsam mit ihnen eine Lösung, die exakt den spezifischen Anforderungen entspricht», beschreibt Inhaber Patrik Kriemler die Unternehmensphilosophie. «So finden wir für jede Verpackungslösung das richtige Material und das optimale Druckverfahren.»

Effiziente Prozesse und vielfältige Möglichkeiten
Kriemler-Kunden profitieren von effizienten Prozessen und einem modernen Maschinenpark. Die kreativen Möglichkeiten und das verpackungstechnische Know-how führen schnell zu qualitativ hochwertigen Ergebnissen. Es ist die Bündelung von starker Entwicklungsleistung, innovativer Lösungskompetenz und präziser Fertigung, die das Unternehmen auszeichnet. Dazu übernimmt man selbstverständlich auch Konfektionierung, Palettierung, Lagerhaltung, Co-Packing und schliesslich die schnelle und termingerechte Lieferung mit den Fahrzeugen des eigenen Fuhrparks.

Mit der im September 2020 erfolgten Übernahme der Polystanz AG in Rheineck hat man seine Kompetenzen auch im Bereich Schaumstoff-Formteile und -Inlays für Verpackungen ausgeweitet.
Dadurch erhalten Kriemler-Kunden nicht nur Verpackungen aus Karton und Wellpappe, sondern auch individuell gestaltete Schaumstoff-Formteile, zum Beispiel für die Medizintechnik oder technische Geräte, des Weiteren Stanzteile aus den verschiedensten Materialien für Technik und Industrie.
Die präzisen Schaumstoff-Inlays nach Mass – auch in Kleinserie – ermöglichen eine perfekte Präsentation von wertigen Produkten. Und in Verbindung mit robusten Kartonverpackungen sorgen sie für den optimalen Transportschutz hochwertiger Güter.


Umweltbewusst, schnell und zuverlässig
Wirtschaftliches Denken und umweltbewusstes Handeln – beides ist bei Kriemler Verpackungen an der Tagesordnung. Der schonende Umgang mit Rohstoffen und Produktionsmitteln liegt der Unternehmensführung ebenso am Herzen wie die strikte Einhaltung aktueller Qualitäts-, Sicherheits- und Umweltstandards. Alle Rohmateriallieferanten werden genau geprüft, denn man setzt ausschliesslich auf hochwertige Rohstoffe aus zertifizierter Holzwirtschaft für die Verpackungsherstellung. Gleichzeitig ist man bestrebt, Produktionsabfälle zu minimieren und sie erneut dem Rohstoffkreislauf zuzuführen.
Langfristige Kooperationen mit Lieferanten und Kunden prägen die tägliche Arbeit. Deshalb gehören zuverlässige Lieferketten und ein konstruktiver, ergebnisorientierter Dialog mit den Kunden zum gelebten Selbstverständnis. Und auch der verantwortungsvolle Umgang mit den eigenen Mitarbeiterinnen und Mitarbeitern ist für das traditionsreiche Familienunternehmen eine Selbstverständlichkeit. Nicht zuletzt profitieren Kunden so von flachen Hierarchien und kurzen Wegen.

Polystanz AG
Lerchensangstrasse 14
8552 Felben-Wellhausen
| Telefon | 071 886 49 79 |
https://www.polystanz.ch
Flexibilität und Kreativität sorgen für grosse Kundenzufriedenheit
Kriemler Verpackungen AG und Polystanz AG bieten vielfältige Lösungen aus Karton, Wellpappe und Schaumstoff.
Vollkarton oder Wellpappe, funktionale Primärverpackung oder robuster Versandkarton, individuell gestaltete Faltschachtel oder wertiges Schaumstoff-Inlay: Die Kriemler Verpackungen AG in Felben-Wellhausen bietet ihren Kunden seit mehr als vierzig Jahren praktische Verpackungslösungen für eine Vielzahl von Anwendungen.
«Wir orientieren uns stets an den wirklichen Bedürfnissen unserer Kunden und entwickeln gemeinsam mit ihnen eine Lösung, die exakt den spezifischen Anforderungen entspricht», beschreibt Inhaber Patrik Kriemler die Unternehmensphilosophie. «So finden wir für jede Verpackungslösung das richtige Material und das optimale Druckverfahren.»
Effiziente Prozesse und vielfältige Möglichkeiten
Kriemler-Kunden profitieren von effizienten Prozessen und einem modernen Maschinenpark. Die kreativen Möglichkeiten und das verpackungstechnische Know-how führen schnell zu qualitativ hochwertigen Ergebnissen. Es ist die Bündelung von starker Entwicklungsleistung, innovativer Lösungskompetenz und präziser Fertigung, die das Unternehmen auszeichnet. Dazu übernimmt man selbstverständlich auch Konfektionierung, Palettierung, Lagerhaltung, Co-Packing und schliesslich die schnelle und termingerechte Lieferung mit den Fahrzeugen des eigenen Fuhrparks.
Mit der im September 2020 erfolgten Übernahme der Polystanz AG in Rheineck hat man seine Kompetenzen auch im Bereich Schaumstoff-Formteile und -Inlays für Verpackungen ausgeweitet.
Dadurch erhalten Kriemler-Kunden nicht nur Verpackungen aus Karton und Wellpappe, sondern auch individuell gestaltete Schaumstoff-Formteile, zum Beispiel für die Medizintechnik oder technische Geräte, des Weiteren Stanzteile aus den verschiedensten Materialien für Technik und Industrie.
Die präzisen Schaumstoff-Inlays nach Mass – auch in Kleinserie – ermöglichen eine perfekte Präsentation von wertigen Produkten. Und in Verbindung mit robusten Kartonverpackungen sorgen sie für den optimalen Transportschutz hochwertiger Güter.
Umweltbewusst, schnell und zuverlässig
Wirtschaftliches Denken und umweltbewusstes Handeln – beides ist bei Kriemler Verpackungen an der Tagesordnung. Der schonende Umgang mit Rohstoffen und Produktionsmitteln liegt der Unternehmensführung ebenso am Herzen wie die strikte Einhaltung aktueller Qualitäts-, Sicherheits- und Umweltstandards. Alle Rohmateriallieferanten werden genau geprüft, denn man setzt ausschliesslich auf hochwertige Rohstoffe aus zertifizierter Holzwirtschaft für die Verpackungsherstellung. Gleichzeitig ist man bestrebt, Produktionsabfälle zu minimieren und sie erneut dem Rohstoffkreislauf zuzuführen.
Langfristige Kooperationen mit Lieferanten und Kunden prägen die tägliche Arbeit. Deshalb gehören zuverlässige Lieferketten und ein konstruktiver, ergebnisorientierter Dialog mit den Kunden zum gelebten Selbstverständnis. Und auch der verantwortungsvolle Umgang mit den eigenen Mitarbeiterinnen und Mitarbeitern ist für das traditionsreiche Familienunternehmen eine Selbstverständlichkeit. Nicht zuletzt profitieren Kunden so von flachen Hierarchien und kurzen Wegen.
Kriemler Verpackungen AG
Lerchensangstrasse 14-14a
8552 Felben-Wellhausen
| Telefon | 052 765 22 32 |
https://www.kriemler-verpackungen.ch
